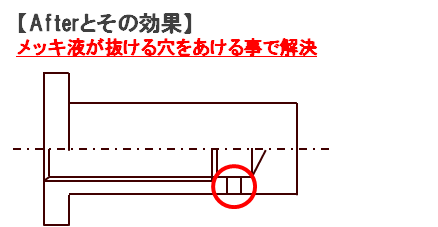
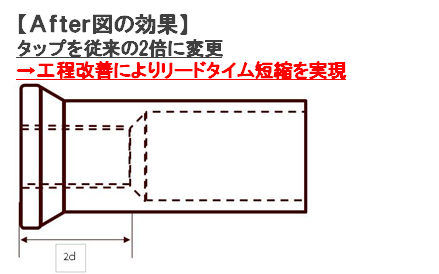
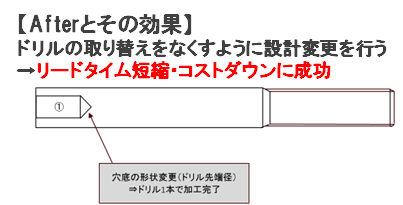
VA・VE 冷間鍛造.com工法変換・VA・VE事例 冷間鍛造部品VA・VE事例一覧 トラブル防止・品質向上につながるVA・VE 冷間鍛造加工品のバカ穴深さの設計変更によるトラブル防止 二次加工レスにつながるVA・VE 冷間鍛造加工における金型継ぎ目の許容 冷間鍛造の基本工法によるVA・VE 冷間鍛造加工による穴あけ加工の基礎 一体化によるVA・VE 2部品の一体化によるコスト削減 ③ 工法変換によるVA・VE ブローチ加工から鍛造への置き換えによるコスト削減 工法変換によるVA・VE ロングストロークのフォーミングによる工程集約。既存の加工法からの生産性向上・コストダウンを実現! トラブル防止・品質向上につながるVA・VE オイルフィルターのジョイント部分の設計変更によるメンテナンス作業の効率化と調達コスト削減提案 工法変換によるVA・VE 切削加工から冷間鍛造への工法変換 工法変換によるVA・VE 熱間鍛造から冷間鍛造加工への工法変換による寸法精度向上提案事例 工法変換によるVA・VE 切削加工から冷間鍛造への工法変換によるリードタイム削減・コストダウン事例のご紹介 一体化によるVA・VE 400mm近い長尺品を3点部品のアッセンブリから一体化成形への工法変換によりコストダウンを実現 二次加工レスにつながるVA・VE シャフト部品の形状変更により、2次加工レスでの加工を実現。工数削減によるコストダウン提案事例 トラブル防止・品質向上につながるVA・VE 袋穴形状を持つナット製品に対する鍛造後のメッキ処理工程を考慮した設計変更提案事例 工法変換によるVA・VE プーリーシャフトのタップ長さ変更による工程改善・リードタイム短縮提案事例 二次加工レスにつながるVA・VE 工具の段取り替え工程を考慮したシャフト部品の形状変更によるリードタイム短縮・コストダウン事例 1234