VA・VE
トラブル防止・品質向上につながるVA・VE 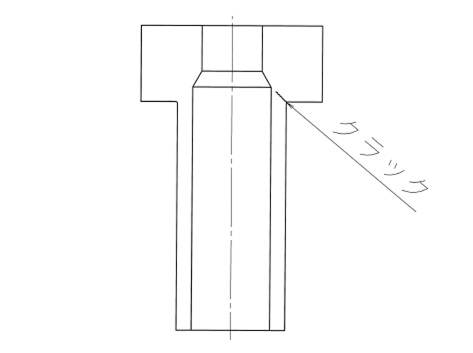
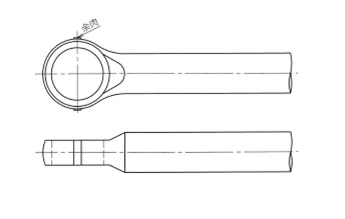
冷間鍛造加工品のバカ穴深さの設計変更によるトラブル防止
before
冷間鍛造加工により、ボルトなどの形状品の加工を行う場合、図の様にバカ穴深さが軸部の長さよりも長く指定がされていると、ツバ部に折れ込み、クラックなどが発生し、強度不足や頭飛びの危険性が高まります。
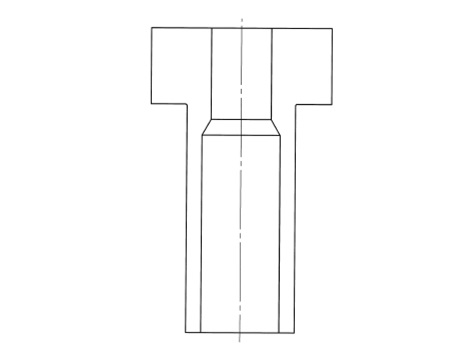
after
右図のようにバカ穴深さを軸長より短くする事で、加工時に発生する折れ込みを防止し、強度不足、クラックやデッドメタルなどの危険性を未然に防止出来ます。
ここがポイント
冷間鍛造加工においては、その加工特性を理解し、設計を行うことがポイントとなります。今回の事例のような製品の場合、バカ穴深さの指示を変更することで、折れ込み、クラックの未然防止といったことができ、生産性の向上が見込まれます。