VA・VE
二次加工レスにつながるVA・VE 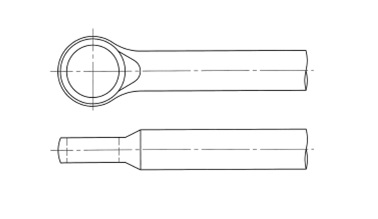
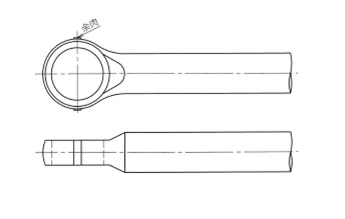
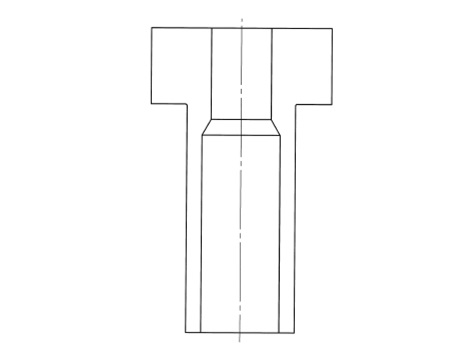
冷間鍛造加工における金型継ぎ目の許容
before
冷間鍛造におけるパンチとダイス隙間はゼロになる事が無く、パンチとダイスの間で球形状を加工した場合、余肉がパンチとダイの隙間に漏れます。余肉を取り除くため、圧造後切削加工が必要となります。
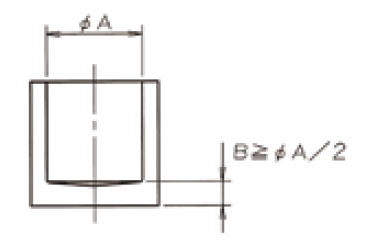
after
冷間鍛造加工による量産品の加工を検討する場合、機能上内径のみ必要ならば、余肉の切削は行わず、余肉高さのみ指示 (例:0.5以下など) する事で切削加工を省く事が可能です。
ここがポイント
冷間鍛造加工による加工を行う場合、金型とダイを用いることから、冷間鍛造加工の特徴を押さえた設計を行うことがポイントです。
こちらの製品の場合、余肉高さの指示を加えることで、冷間圧造後の追加工が不要となるために、工数を削減することで生産性の向上が可能となります。