VA・VE
冷間鍛造の基本工法によるVA・VE 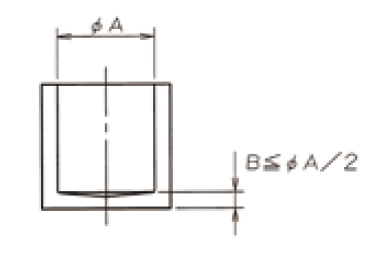
冷間鍛造加工による穴あけ加工の基礎
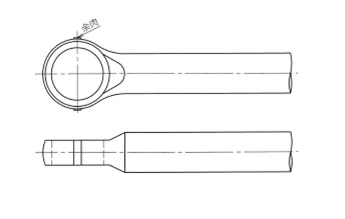
before
冷間鍛造のみで穴底を成形する場合、径に対して薄すぎる設計となっているとクラックや折れ込みが発生する場合があります。
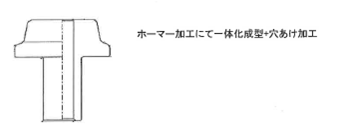
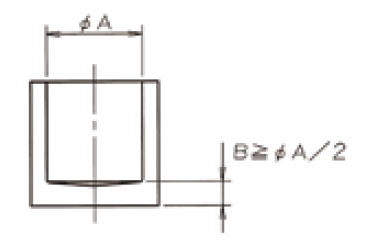
after
冷間鍛造加工で行う場合、一般的には穴底厚みはφA×1/2が望ましく、クラック、折れ込みの可能性を未然に防止できます。
ここがポイント
冷間鍛造加工で穴あけ加工を行う場合には、冷間鍛造加工の特性を理解して穴底厚の目安を決めることがポイントと言えます。
冷間鍛造加工で行う場合には、穴底厚みはφA×1/2にサイズを指定することが望ましいと言えます。